古往今来,文明的脉络在历史的长河中渐次展开,万千文物如珍珠般闪烁着历史的光芒,它们是时间的见证,也是古人智慧的结晶。在那些沉睡的器物中,蕴藏着无数神奇的工艺技术,令人叹为观止。
在那些古老的器物上,我们能够感受到古代匠人的智慧与巧思。铜器上的纹饰,如画卷般展现着古代铸造工艺的精湛;玉石雕刻的细腻与光泽,仿佛是大自然赋予的奇迹;丝绸的柔软与光滑,以及锦绣的图案,彰显出古代纺织工艺的独特魅力。
令人惊叹的是,古代匠人甚至超越了时空的限制,留下了一道道谜题,令古今学者倾倒其间。没有金属和高精度仪器的良渚先民,却在1毫米的间距内刻出了五六道纹路;战国时期如何制作出如同现代玻璃一般的水晶杯;在宋代的造纸条件下,10米以上的纸张又是如何制作出来的……这些谜题,让现代人脑洞大开,对古人的智慧产生无限遐想。
或许,正是古人高超的工艺技术,才使得文物成为永恒的存在,让我们能够感受到古代文明的璀璨光辉。接下来,让我们拨开尘封的迷雾,沉浸于神奇的古代工艺。
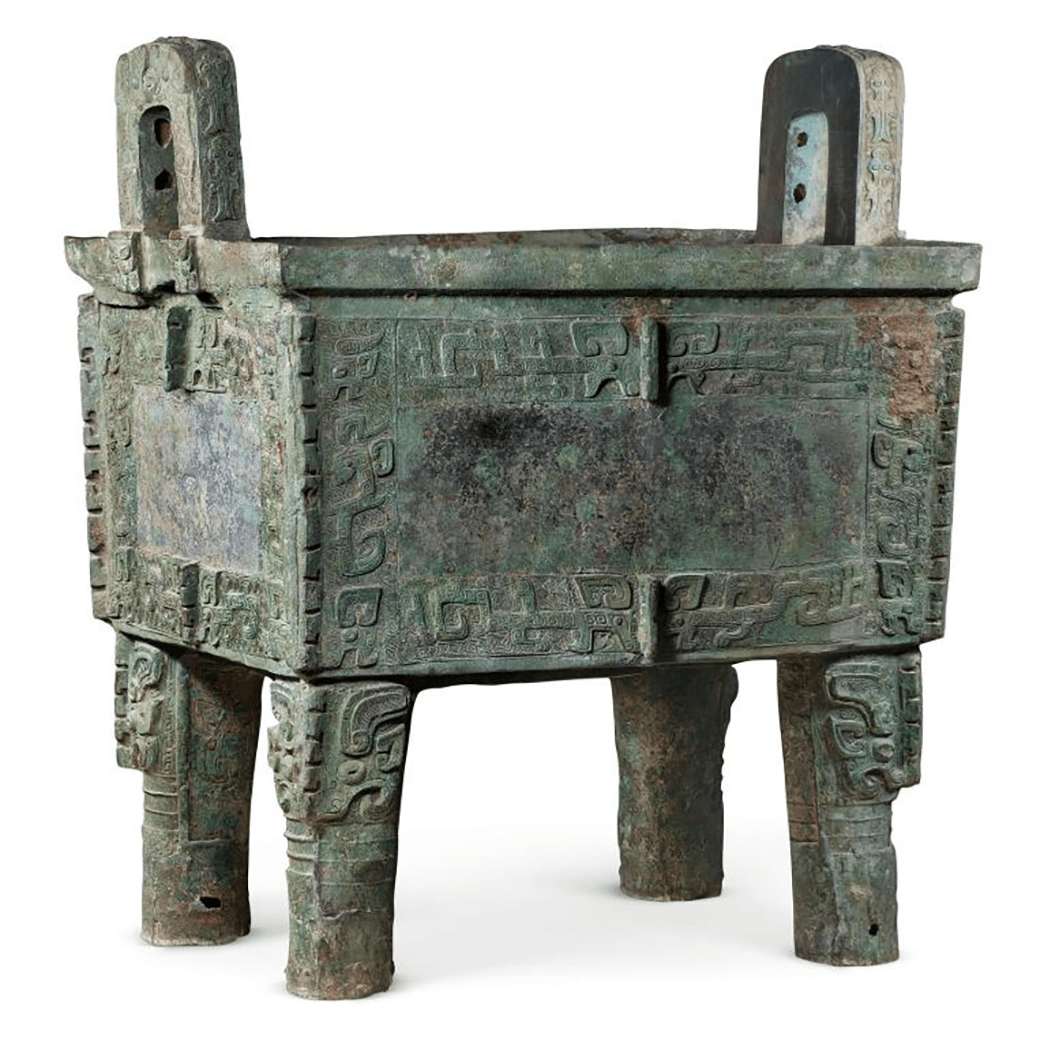
商后母戊鼎是已知的中国古代最重的青铜器,铸造此鼎,所需金属原料超过1000千克。器身与四足为整体铸造,鼎耳则是在鼎身铸成之后再装范浇铸而成。
商后母戊鼎在塑造泥模、翻制陶范、合范灌注等环节中,存在一系列复杂的技术问题。以下是专家推测后母戊鼎的具体铸造过程:
第一步:确定鼎的造型、尺寸、纹饰并设计陶范模型。对于后母戊鼎当时用了几块陶范,不同的专家有不同的见解,流传较广的是鼎腹四块(内嵌二十四块分范)、鼎范、芯、底及四块浇口范组成。
第二步:制造陶范模型。先制作一个母范,在“母范”的基础上制造“外范”。在外范的基础上制作一个“内范(芯)”。内范与外范之间会有空腔,形成的空腔就是最终的铸件。
第三步:在内外范之间浇注铜液。后母戊鼎重达800多公斤,需要的铜液至少一吨,这么多的铜液在当时是如何一次性浇铸成功的,目前还没有结论。
第四步:冷却、脱范修整。由于后母戊鼎的器壁比器足薄得多,所以,器壁冷却得快,这样器足与器身会很容易出现断裂,所以,司母戊鼎的足在最末端有一段实心,也短一些,这样就可以一定程度上的使内部的铜液同时冷却。冷却后,除去内外范,再用沙子等工具打磨修整。
古人如何掌握合适的铜锡配比?经光谱定性分析与化学分析,“后母戊”青铜鼎含铜84.77%、锡11.64%、铅2.79%,与战国时期成书的《考工记筑氏》所记鼎的铜锡比例基本相符(铸鼎的铜锡比例为6:1,即铜占85.71%,锡占14.29%),可见当时已有成熟的铸造规范。

铜禁四周装饰有透雕的多层云纹并攀附着12条虎形怪兽,造型布局严谨,错落有致,铸造工艺之复杂,令人惊叹不已。
铜禁的出土,将我国熔模铸造工艺的历史提前了2000多年。云纹铜禁是中国发现的最早的失蜡法铸件。失蜡法是中国古代发明的三大铸造方法之一,它是利用蜡的可熔性,来铸造结构复杂并且不易分离的部件。用地坑造型,模料由蜡和牛油配制,造型材料为石灰三合土和炭沫泥,所用蜡料和铜料的比例为1:10。
具体做法是:首先用容易熔化的材料,如蜂蜡、牛油等制成所铸器物的模型,再用其他耐火材料填充泥芯和敷成外范。加热烘烤后,蜡模全部熔化流失,使整个铸件模型变成空壳,然后往内浇灌熔液,铸成器物。以失蜡法铸造的器物可以玲珑剔透,有镂空的效果。

莲鹤方壶是用泥土作模型,经焙烧,翻制陶范,零件分别预铸,整体合铸而成的。莲鹤铸在一块平板上可以单独取下,二十个莲花瓣先预铸,再与盖的主体范拼合浅铸。双耳及杯、腹四角飞龙、颈前后蟠龙以及二龙足,都是预先铸成,再与器的主体合铸。壶顶的仙鹤和双龙耳与器身主体都是采用分铸法。这种在器壁处预铸凸椎、插入附件内的做法,也是春秋战国时期较为常见的焊接方式。
莲鹤方壶的整个装饰工艺中采用了圆雕、浅浮雕、细刻、焊接等多种技法,壶身上的纹饰制作为浅浮雕工艺,结构复杂、铸造精美,堪称是春秋时期青铜工艺的典范之作。
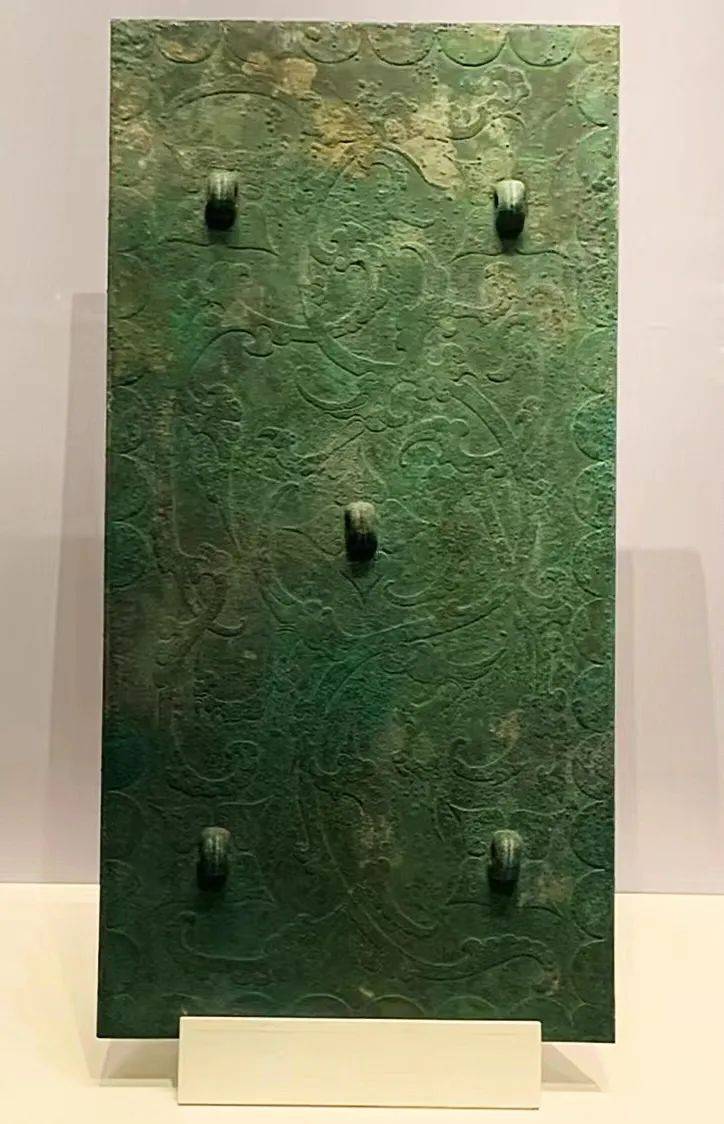
齐王墓青铜方镜长1米多,重达113斤,而厚度却只有1厘米多一点,这个厚度在当时的技术条件下几乎是无法想象的。中国出土的圆形铜镜较多,但方形铜镜非常少见,与常见的圆形铜镜相比属于异形,其铸造工艺难度更大,更需要依赖工匠丰富的铸造经验。专家推测,青铜方镜是使用手工锤打和锻造的方式制作。
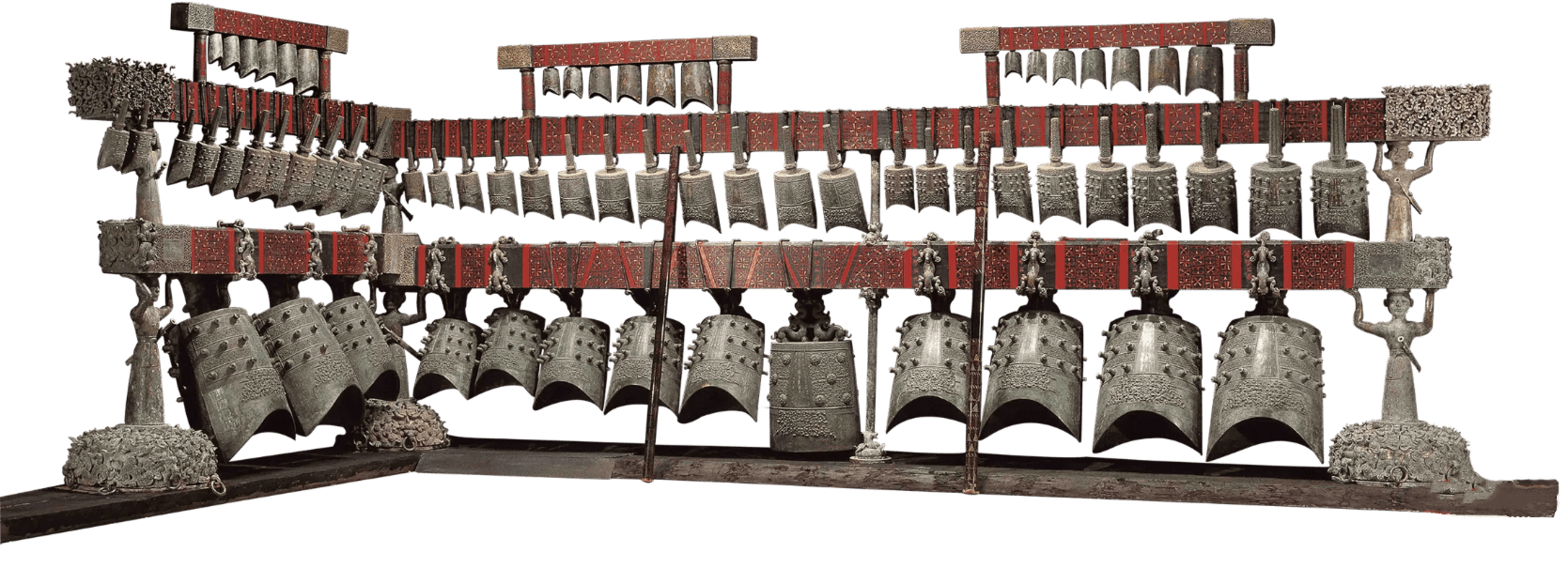
编钟由浑铸和分铸法铸成,采用了铜焊、铸镶、错金等工艺技术,通过圆雕、浮雕、阴刻、髹(xiū)漆彩绘等技法装饰,以赤、黑、与青铜本色相映衬,显得庄重肃穆,精美壮观。
曾侯乙编钟由钮钟、甬钟组成。钮钟制作比较简单,为双面范铸。甬钟的制作要求较高,采用分范合铸工艺。以中层第三组第一钟为例,甬钟铸型须用范、芯共126块组成。如此复杂的工艺,若非工匠对分范合铸技术的娴熟掌握和应用,是绝对达不到理想效果的。曾侯乙编钟的铸制过程,显示了科学的、系统的理性知识。
曾侯乙编钟之所以能成为乐钟,关键在于它恰当地运用了合金材料,在科学配比的基础上,采用了“复合陶范”铸造技术、铅锡为模料的熔模法,加上钟壁厚度的合理设计、鼓部钟腔内的音脊设置和炉火纯青的热处理技术,使铸件形成“合瓦形”,产生双音区,构成“共振腔”,实现编钟的浮雕花饰,从而对其所在的振动区起到负载作用,达到加速高频的衰减,有助于编钟进入稳态振动。

商青铜神树共有八棵,其中高达396厘米,修复较为完整的被命名为一号神树。专家通过使用X射线号神树进行分析检测,发现其利用了套接、环铸、分铸等铸造方式。
一棵只有下半部分树身,被命名为二号神树。研究人员发现2号神树枝杈附件与树枝是多次浇注连接而成。
考古研究员通过利用CT技术,在三星堆神树内部发现了芯骨,材料上判断是有机质芯骨。芯骨在三星堆的青铜器中属于首次发现,也是目前商代青铜器铸造过程中使用芯骨技术最为明确的证据。
芯骨包括金属芯骨和有机质芯骨,不同的芯骨分布的位置不同。金属芯骨按形状可分为圆形和扁形两种。通过芯骨,工匠可以将两件青铜器连接起来。芯骨技术可以有效提高青铜器零部件之间衔接的强度,从而保证芯组合和浇注的成功率。

专家通过现代科学仪器进行金属探伤分析、观察表面铸造痕迹和马蹄底内残存的铁芯,再结合金属成分检测结果,确认铜奔马是用青铜陶范铸造法,分段铸造焊接而成,且工匠在马的右后腿内夹铸了卯榫状铁芯骨。芯骨可以增强马腿的强度和支撑力,这是铜奔马铸造工艺的新发现。
铁器具有比青铜器更加坚硬结实的质地和性能。制作者巧妙地将当时最坚硬的金属铁铸在起支撑作用的青铜右后腿内,做成坚固的铁骨铜腿,并且在腿根、踝关节、蹄足等受力部专门做了榫卯状特殊处理,使铜奔马得到了最佳强度和支撑效果,令这匹铜奔马一足掠踏飞燕之上历经2000年伫立不倒。不过,铜奔马的制作工艺至今还有许多未解之谜。


铜车马是迄今为止最大的青铜材质铸造的车马出土文物,总重量超过1200千克。虽然秦陵铜车马在秦陵地下埋了2200多年,但至今各种链条灵活可用,车门窗户开闭自如,牵动辕衡,带动轮轴转动,还能够载舆行驶。
秦铜车马的众多构件大多是铸造成型。在铸造方法上,根据构件的大小、薄厚以及不同的形状,采用了不同的铸造方法。大而薄的构件如拱形的车篷盖,采用了铸锻结合的工艺。一些大型厚壁或长杆型铸件,都采用空心铸造,这样既减轻重量节省了大量金属,又避免铸件疏松产生裂纹,还改善了材质性能。
秦陵铜车马的组装分为不可卸连接和可连接两大类,前者可分为铸接法,焊接法,嵌法、铸补法、红套法、精接法;后者可分为子母扣接法、组环扣接法、转轴连接法,每一种方法都有其不可替代的作用。
以秦陵二号铜车马安车为例,其总重达1241千克,由3462个零部件组装而成,这3462个零部件全部是铸造成型,除青铜件外还有737个金质铸件和983个银质铸件。这些铸件中的大铸件,如篷盖和车框架,面积均在2平方米以上;而最小的铸件,有的只有0.3平方厘米。铜马脖子下穗状璎珞是由一根根直径只有0.05厘米的铜丝制作而成。铜车马制作工艺要求之高,即便在今天也很难实现,足见秦代治铸生产技艺十分高超。

铜方案在造型上动静结合,龙飞凤舞,新颖奇特,通体采用错金银工艺,纹饰精巧繁密,斑斓流畅,集铸造、镶嵌、焊接等多种工艺于一体。案座底盘为圆形,由两雄两雌四只跪卧的梅花鹿承托,上面昂首挺立着四条双翼双尾的神龙,龙尾盘绕处连接四只展翅的凤鸟。四条龙的龙头分别托起一件一斗二升式的斗栱,斗栱托起案框。斗栱是按照当时木构建筑的挑檐结构设计而成,是我国迄今发现最早的战国时期的斗栱应用实例。
方案周身用金银错以艳丽的纹饰,“错”,是金银镶嵌的一种工艺。金银错,是在器物表面绘出精美图案,依照图形錾出槽沟,将金银细丝嵌入图案后打磨平整、抛光磨亮的传统工艺。由于图案与被嵌物品能形成强烈的色泽差别,加上金银细丝犹如光电的耀眼金属光泽,使器物突显出雍容华贵、绚丽多彩的艺术风貌。
从制作工艺来看,四龙四凤铜方案全器各部位分铸而成,再联结为一体。虽为分铸,但经过精妙的嵌铸和铆焊连接,其外观浑然一体,丝毫看不出缝隙。据学者统计,该器物是由78个部件,以22次铸接(36 个接点),48次焊(56个接点)成形的,共计使用了188块泥范、13块泥芯。方案整体结构繁复,铸造工艺精。